информация о клеях постоянной липкости и клейких лентах

информация о клеях постоянной липкости и клейких лентах
Абразивная обработка
Абразивная обработка (шлифование) склеиваемых поверхностей — это простой и эффективный способ удаления загрязнений или плохо прилегающих покрытий, а также создания оптимального, с точки зрения адгезии, микрорельефа поверхности.
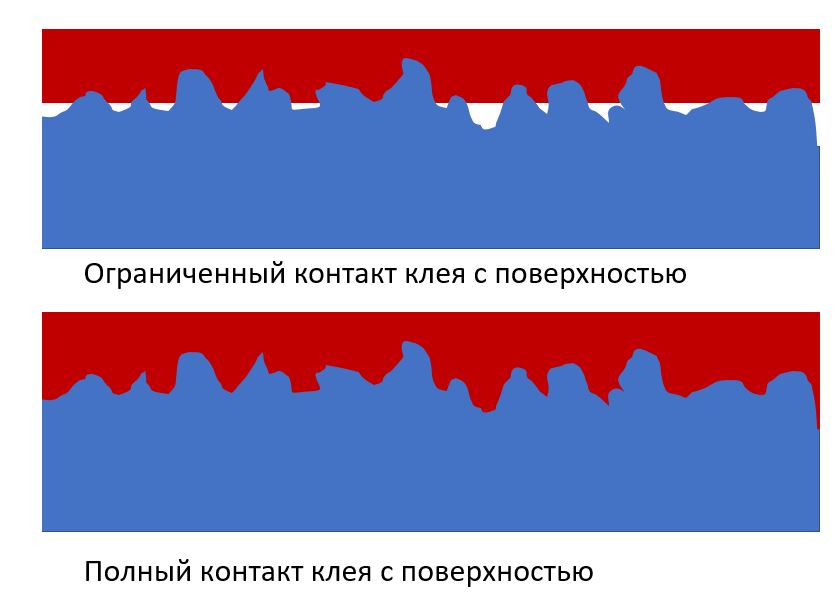
Микрорельеф поверхности может способствовать прочности клеевого соединения за счет 1) увеличения площади контакта с клеем, 2) механического зацепления клея, а также 3) сдерживания распространения трещин.Однако, на слишком грубой поверхности проникновение клея в микронеровности может быть затруднено, что ограничивает контакт клея с субстратом и ведет к снижению прочности соединения. На практике, оптимальный для склеивания микрорельеф поверхности определяется как природой склеиваемого материала, так и клея.

Производители клейких лент, как правило, дают общие рекомендации по абразивной обработке в зависимости от природы склеиваемого материала [1]. Для металлических поверхностей такая обработка включает 3 шага:
2. Тонкое шлифование (матирование) для создания оптимального рельефа на поверхности. Для этой операции рекомендуются нетканые губки типа Scotch-Brite зернистости VFN (Very Fine Grade) или шлифовальные листы с зерном не грубее 320 [2,3]. Обработка может проводиться с помощью орбитальной шлифмашины или вручную, круговыми движениями с тем, чтобы риски были направлены в разные стороны. Использование более грубых материалов не рекомендуется.

3. Протирка поверхности безворсовой салфеткой с раствором изопропилового спирта в воде концентрацией 50-70%, а после этого сухой безворсовой салфеткой для удаления остатков жидкости. Такую протирку следует производить движениями только в одном направлении и повторять до тех пор, пока на салфетке не останется видимых загрязнений.
Не рекомендуется абразивная обработка для оцинкованной стали, так как она может вызвать отслоение частиц покрытия или его истончение, особенно нежелательное в случае гальванизированных сталей, где толщина покрытия составляет около 10 мкм. Этот вид стали легко узнаваем по “пятнистости” поверхности из-за разного отражения света различными участками цинкового покрытия.
Для окрашенных поверхностей и большинства пластиков кроме полиолефинов (полиэтилена, полипропилена и других) очистка и создание требуемой шероховатости осуществляется по шагам 2 и 3, как описано выше. Абразивная обработка удаляет смазки, антиадгезионные покрытия, используемые в пресс-формах и экструдерах, антистатические агенты, пластификаторы и другие загрязнения. Для полиолефинов она не рекомендуется, а очистка поверхности ограничивается протиркой спиртом, как описано в пункте 3 выше. Для высокопрочного склеивания полиолефинов применяются специальные способы подготовки поверхности (см раздел Пластики).
При очистке стекла не рекомендуется использовать абразивы во избежание появления микротрещин. От следов силикона лучше избавляться с помощью очистителей на основе углеводородов, например, уайт-спирита. При загрязнении неизвестной природы может, использоваться метилэтилкетон или ацетон, с последующей протиркой изопропиловым спиртом (ИПС) в смеси с водой в пропорции 1:1.
2. Влияние абразивной обработки на адгезию
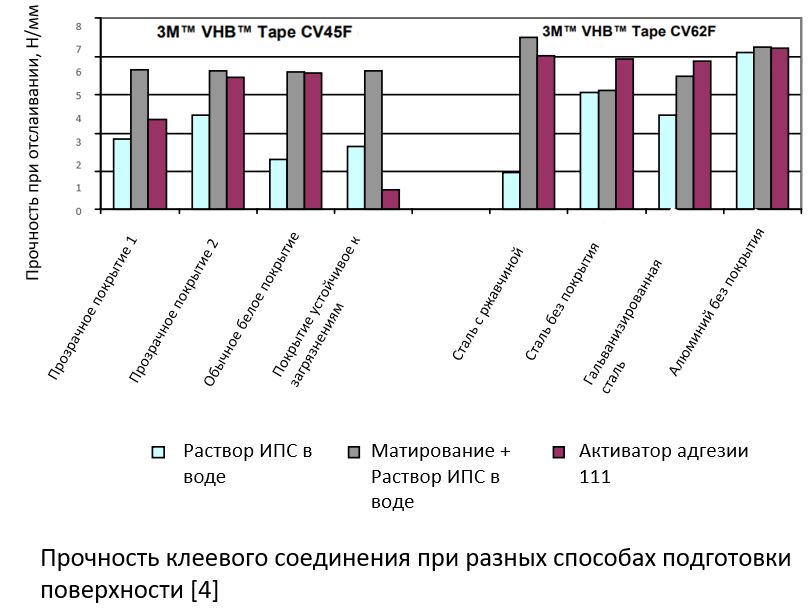
Абразивная обработка, проводимая согласно рекомендациям выше, может увеличить прочность клеевого соединения в несколько раз. Измерения на разных типах металлов и покрытий показали [4], что это увеличение тем больше, чем слабее адгезия клейкой ленты к необработанной поверхности. Во многих случаях достигается когезионный характера разрушения клеевой связи, то есть, прочность клеевого соединения начинает определяться прочностью основы ленты.
Эффект от абразивной обработки зависит от типа используемой клейкой ленты. В технических данных производителей встречается указание на те продукты, для которых поверхности не должны обрабатываться абразивом – так, например, клейкие ленты 3М VHB™ 4932 и 4952 хорошо работают на гладких поверхностях, а абразивная обработка только ухудшает адгезию этих лент [1].
Важным свойством влияющим на эффект от абразивной обработки двусторонних лент является жесткость основы. Измерения прочности к сдвигу на алюминии показали [5], что в случае ленты tesa 7054 толщиной 0,5 мм с жесткой основой прочность клеевого соединения после абразивной обработки увеличивалась, для лент с менее жесткой основой tesa 7044 и 92111 толщиной 1,0 и 1,1 – снижалась, причем это снижение было более существенным для более эластичной ленты.
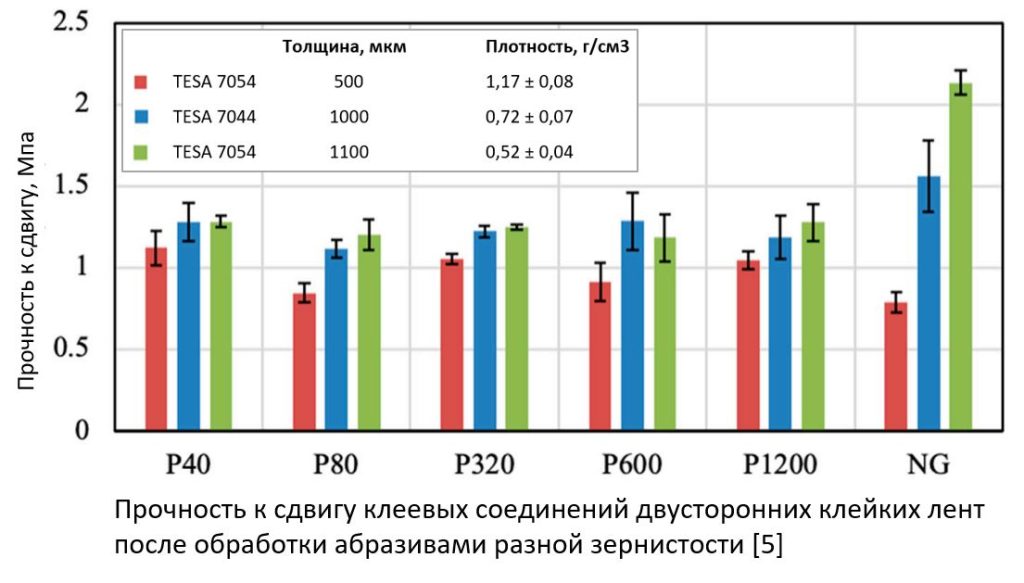
Изменение зернистости абразива, используемого для шлифования, на прочность клеевого соединения не оказало заметного влияния на прочность клеевой связи для всех трех клейких лент [5], при том, что можно было бы ожидать, что для ленты с жесткой основой с повышением зернистости абразива прочность клеевого соединения будет уменьшаться, так как жесткая основа препятствовала бы контакту клеевого слоя с грубой поверхностью.
Таким образом, влияние абразивной обработки на прочность клеевого соединения может быть различным и если отсутствуют рекомендации производителей склеиваемых материалов и клейких лент, то полезно провести самостоятельное исследование этого влияния. Для характеристики обработанной поверхности используется понятие «шероховатость».
3. Шероховатость – размерная характеристика микронеровности поверхности
Понятие шероховатость регламентируется несколькими стандартами: ГОСТ 25142 – 82. Шероховатость поверхностей. Термины и определения, ГОСТ 2789 – 73. Шероховатость поверхностей. Параметры и характеристики, ГОСТ 2.309 – 73. Обозначения шероховатости поверхностей.
Согласно этим стандартам шероховатостью поверхности называют совокупность ее микронеровностей. Для ее количественной характеристики используется набор параметров, из которых практически наиболее употребимыми стали высотные параметры:
Ra– среднее арифметическое из n абсолютных значений отклонений профиля от средней линии m в пределах базовой длины l:
Ra – среднее арифметическое из n абсолютных значений отклонений профиля от средней линии m в пределах базовой длины l:
и Rz -сумма средних абсолютных значений высот пяти наибольших выступов ypi профиля и глубин пяти наибольших впадин yvi профиля в пределах базовой длины l:
Шероховатость отличают от волнистости поверхности соотношением высот профиля к базовой длине, на которой они измеряются: результаты измерений при l/y < 50, относят к шероховатости, при 1000 ≥ l/ y ≥ 50 – к волнистости, а при l/ y > 1000- к отклонениям формы. При Rz >10 (Ra > 0,63) шероховатость поверхности можно оценить путем сравнения с эталонными образцами на ощупь или невооруженным глазом

Для более гладких поверхностей или более точных измерений используют измерители шероховатости (профилометры).

4. Влияние зернистости абразива на шероховатость поверхности
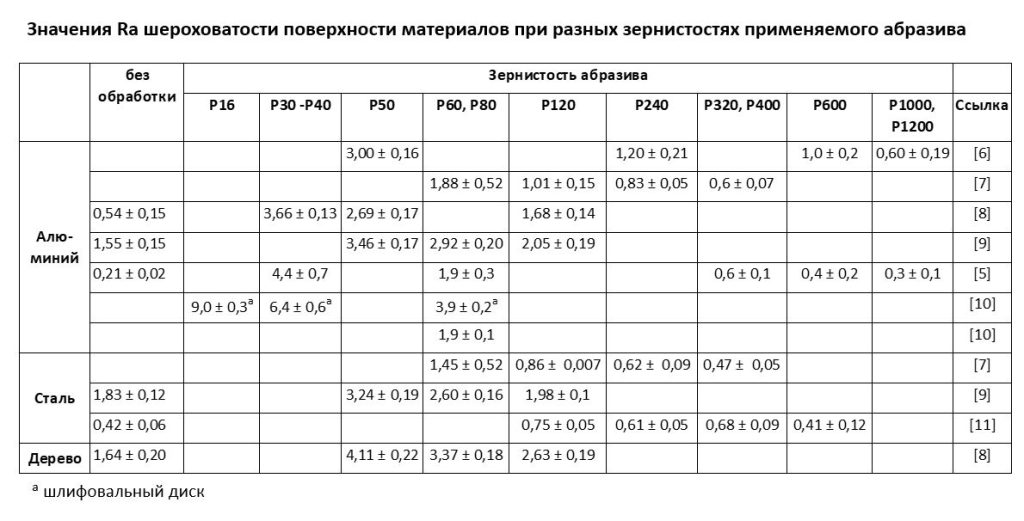
В общем случае, чем больше размер зерна абразива, тем более грубой получается поверхность, то есть тем выше показатель шероховатости. Однако связь между зернистостью абразива и создаваемой шероховатостью зависит от вида обрабатываемого материала и способа абразивной обработки. Измеренные величины шероховатости Ra, полученные в результате шлифования абразивами разной зернистости приведены в ряде работ, посвященных исследованию клеевых соединений [5-11]. Сопоставляя приведенные в таблице данные этих работ, можно отметить, что:
Таким образом, решение о применении абразивной обработки и выбор способа такой обработки может быть основано на:
Ссылки
[1] 3M Technical bulletin, Surface Preparation for 3M™ VHB™ Tape Applications, 2017
[2] ООО “Кларэй” – Абразивные материалы (klarey.ru)
[3] Зернистость шлифовальных лент (voleks.com)
[4] 3M Technical bulletin, Design Considerations for Smooth Sided Trailers, 2011
[5] Ortega-Iguña M., Chludzinski M and Sánchez-Amaya J.M., Comparative Mechanical Study of Pressure Sensitive Adhesives over Aluminium Substrates for Industrial Applications, Polymers, 14, 4783, 2022 https://doi.org/10.3390/polym14214783
[6] Boutar Y., Naïmi S., Mezlini S., da Silva L.F.M., Hamdaoui M. and Ali M.B.S., Effect of adhesive thickness and surface roughness on the shear strength of aluminium one-component polyurethane adhesive single-lap joints for automotive applications, Journal of Adhesion Science and Technology, 2016, http://dx.doi.org/10.1080/01694243.2016.1170588
[7] Khan M. H., Gali O. A., Edrisy A. and Riahi A. R., Effect of oxidation and surface roughness on the shear strength of single‑lap‑joint adhesively bonded metal specimens by tension loading, Applied Adhesion Science, 4:21, 2016 https://www.researchgate.net/publication/311633924_Effect_of_oxidation_and_surface_roughness_on_the_shear_strength_of_single-lap-joint_adhesively_bonded_metal_specimens_by_tension_loading
[8] Budhe S., Ghumatkar A., Birajdar N., Banea M.D., Effect of surface roughness using different adherend materials on the adhesive bond strength, Applied Adhesion Science, 3:20, 2015, http://www.appliedadhesionscience.com/content/3/1/20
[9] Ghumatkar A., Budhe S., Sekhar R., Banea M.D. and de Barros S., Influence of Adherend Surface Roughness on the Adhesive Bond Strength, Latin America Journal of Solids and Structure, 13, 2356-2370, 2016 https://www.researchgate.net/publication/305379446
[10] Azari S., Papini M., and Spelt J. K., Effect of Surface Roughness on the Performance of Adhesive Joints Under Static and Cyclic Loading, The Journal of Adhesion, 86:742–764, 2010 https://www.researchgate.net/publication/240515122
[11] Miturska I., Rudawska A., Effect of Surface Abrasive Treatment on the Strength of Galvanized Steel Sheet Adhesive Joints, Advances in Science and Technology Research Journal, 16(1), 75–84, 2022 https://doi.org/10.12913/22998624/143471