информация о клеях постоянной липкости и клейких лентах

информация о клеях постоянной липкости и клейких лентах
Пластики
Пластики характеризуются низкой поверхностной энергией и поэтому важным фактором при склеивании становится достижение высокого уровня адгезии – желательно такого, при котором разрушение клеевой связи происходит когезионно, то есть по основе клейкой ленты. Это достигается 1) модифицированием поверхности с помощью химических или электрофизических методов, или 2) применением клейких лент, специально предназначенных для низкоэнергетических поверхностей (LSE ленты). Важно, что в обоих случаях должна быть проведена очистка поверхности способом, пригодным для данного типа пластиков.

Очистка поверхности
Типичными загрязнениями поверхности пластиков могут быть смазки и антиадгезионные покрытия, используемые в пресс-формах и экструдерах, антистатические агенты, пластификаторы и другие. Общие рекомендациям в зависимости от типа пластиков таковы [1]:
| Тип пластика | Способ очистки поверхности |
| АБС-пластик Поликарбонат (напр., Makrolon®, Лексан®) Полиметилметакрилат (напр., Plexiglass®, Perspex®) Полистирол Поливинилхлорид (жесткий) | Протирка ИПС 1:1. Шлифовка абразивной губкой или дробеструйная обработка с последующим удалением пыли с помощью ИПС 1:1. |
| Ацеталевые смолы (например, Delrin®) Эпоксидные смолы и композиты Полиамиды (например, нейлон, Ультрамид® и др.) Полиэфирные смолы Полиуретаны | Протирка ацетоном. Шлифовка абразивной губкой или дробеструйная обработка с последующим удалением пыли с помощью ИПС 1:1. |
| Полиэтилен Полипропилен Хлорированные полиэфиры | Очистка ИПС 1:1. Не рекомендуется абразивная обработка. |
*ИПС 1:1 – раствор изопропилового спирта в воде в соотношении от 1:1
Поверхностная энергия
Поверхностная энергия является одним из критериев способности материалов образовывать прочную клеевую связь. В целом пластики характеризуются значительно меньшей поверхностной энергией по сравнению с цветными и черными металлами, стеклом и керамикой. Среди них выделяют группу с поверхностной энергией в диапазоне 39-50 мН/см, к которой относят большинство инженерных пластиков, и для склеивания которых могут использоваться многие ленты без специальной обработки поверхности ;
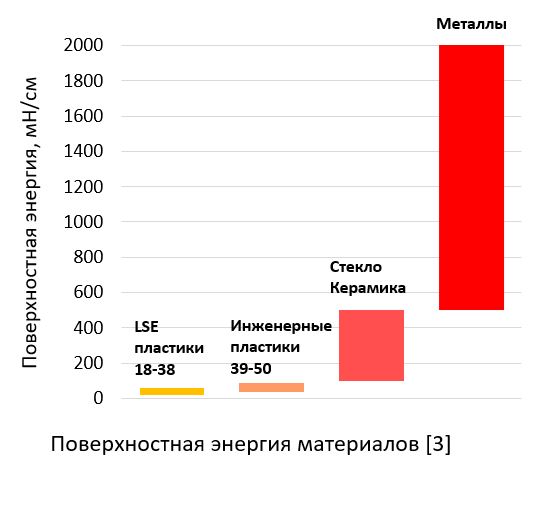
и группу с низкой поверхностной энергией в диапазоне 18 – 38 мН/см, к которой относят полифторуглеводороды, полиолефины и другие, и к которым должны применяться методы активации поверхности или специальные клейкие ленты и группу с поверхностной энергией в диапазоне 39 – 50 мН/см [3].
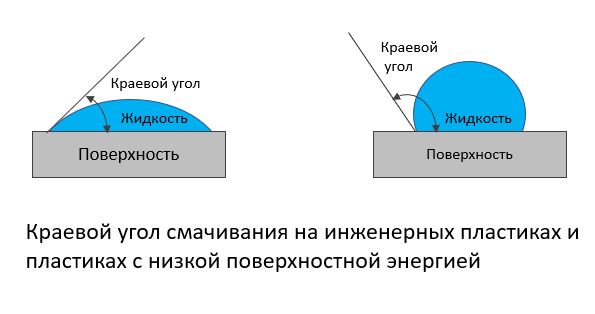
Поверхностная энергия может быть оценена с помощью набора маркеров или измерения краевого угла при смачивании поверхности с помощью тензиометров (см главу Поверхностная энергия). Достоинством этих методов является скорость и простота измерения, поэтому они удобны для контроля эффективности очистки или обработки поверхности одного вида пластика.
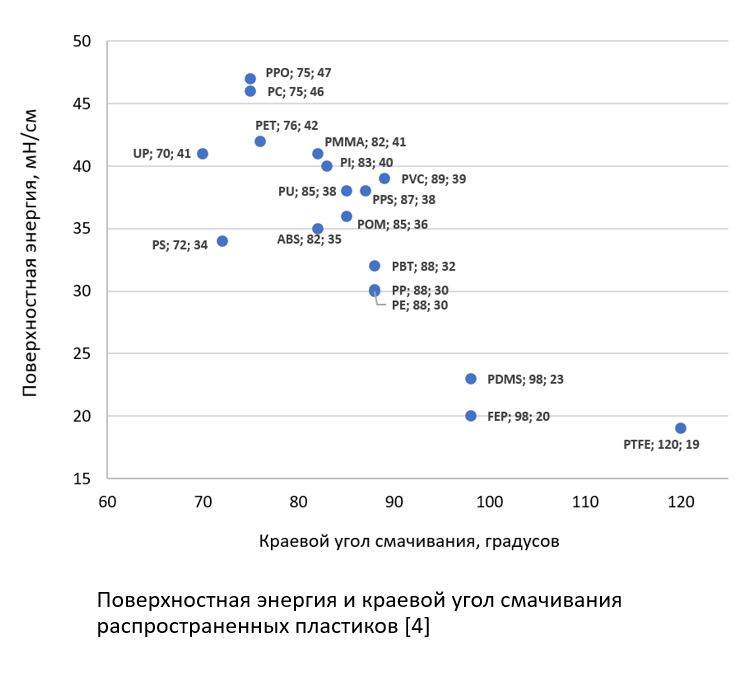
Делать на основе этих измерений выводы о величине адгезии сравнивая значения, полученные на разных пластиках, затруднительно потому, по ряду причин. Во-первых, зависимость поверхностной энергии разных пластиков от краевого угла имеет большой разброс, как показано на рисунке. Во-вторых, поверхностная энергия является важным, но не единственным фактором, определяющим адгезионные свойства материала. Заключение о выборе наиболее эффективного метода подготовки поверхности и клеевого средства лучше делать на основании измерений непосредственно адгезионных характеристик на исследуемой поверхности.
Примечание. Здесь и далее обозначения пластиков приведены согласно стандарту ГОСТ 33366.1-2015, ISO 1043-1:2011. “Пластмассы. Условные обозначения и сокращения. Часть 1. Основные полимеры и их специальные характеристики”.
Способы повышение поверхностной энергии пластиков
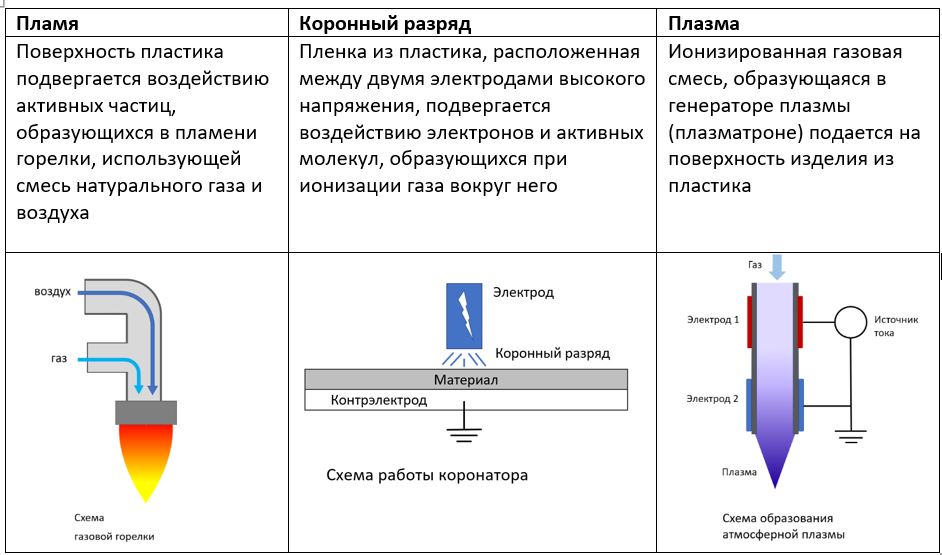
Для увеличения адгезии к пластикам их поверхность активируют с помощью электрофизических или химических методов. К электрофизическим методам относят обработку пламенем, коронным разрядом, плазмой, УФ-излучением, излучением лазера, к химическим – травление поверхности и грунтование. И при электрофизическом воздействии, и химическом на в поверхностном слое полимера в той или иной степени происходит изменение химического состава поверхностного слоя и его физических свойств, например шероховатости. Выбор применяемых методов зависит от типа склеиваемого пластика [4]:
| Метод | Пластики |
| Пламя | Полиолефины, нейлон и другие материалы с низкой поверхностной энергией |
| Коронный разряд | Полиолефины, полиэтилентерефталат, ПВХ, полистирол, целлюлоза, фторуглеводороды |
| Плазма | Полиолефины, а также почти все пластики с низкой поверхностной энергией включая силиконовый каучук и другие эластомеры |
| УФ-облучение | Полиолефины, полиэтилентерефталат, EPDM каучук |
| Лазерная обработка | Полиолефины, инженерные пластики, листовые прессматериалы |
| Химическое травление | Полиолефины, АБС, поликарбонат, нейлон, полифениленоксид и ацетали |
Для примерной оценки эффективности обработки и отработки технологических условий ее применения используют оценку поверхностной энергии с помощью маркеров или измерения краевого угла смачивания, но окончательный выбор принимают исходя из измерений прочности клеевой связи.
Электрофизические методы: обработка пламенем, коронным разрядом и плазмой
Эти методы дают схожие результаты – с поверхности удаляются загрязнения и слабо связанные с ней фрагменты материала, в молекулах полимера, находящихся на поверхности, разрушаются слабополярные и образуются более полярные связи с участием кислорода и других элементов, при этом часто повышается шероховатость поверхности. В результате увеличивается поверхностная энергия и способность пластика к образованию клеевой связи. Эти изменения при правильном подборе времени воздействия затрагивают только тонкий поверхностный слой и не влияют на другие свойства полимера. На степень изменения свойств поверхности влияет микроструктура полимера и технология его производства, то есть при одном и том же воздействии эффект может быть разным для пластиков, полученных термоформованием и литьем под давлением. Общим для электрофизических методов является то, что активация поверхности носит временный характер и может сохраняться от нескольких дней до нескольких недель в зависимости от внешних условий, природы пластика и качества обработки. Поэтому применять данные методы рекомендуется непосредственно перед склеиванием.
Электрофизические методы различаются по своей технологии, производительности, универсальности с точки зрения геометрии и материалов обрабатываемых объектов и стоимости. Активация поверхности пламенем и коронным разрядом используется в основном для плоских объектов и в производствах, требующих высокой производительности. Плазма является более гибким методом, пригодна для сложных рельефов изделий и небольших партий – скорость обработки находится в пределах 50 – 200 мм/с.
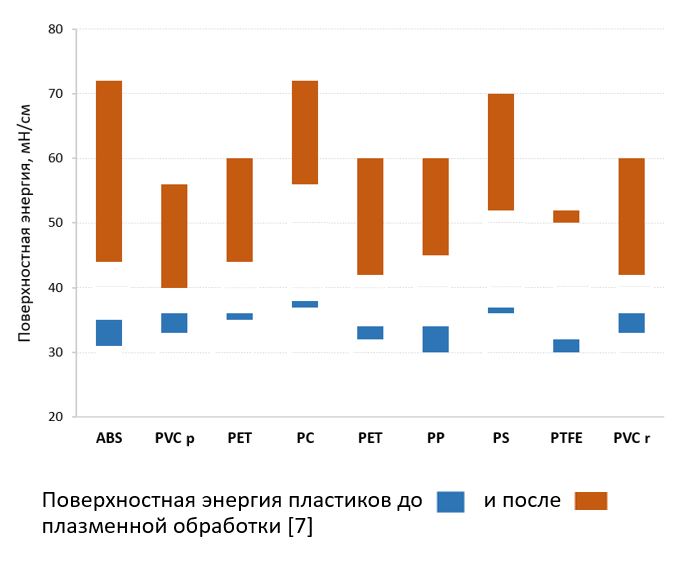
Кроме того, плазменный метод, используя разные составы газовых смесей для ионизации, позволяет получать разные варианты модифицированной поверхности и пригоден для большего числа материалов [5]. Вследствие этого в склеивании пластиков плазменная обработка находит все большее применение несмотря на свою более высокую стоимость. Применение плазменного метода может увеличить прочность клеевой связи многократно [5,6]. Величина поверхностной энергии при плазменной обработке может достигать 70 и более мН/м. Однако при этом даже для одного и того же вида пластика наблюдается большой разброс значений, определяемый различиями в условиях проведения обработки [7].
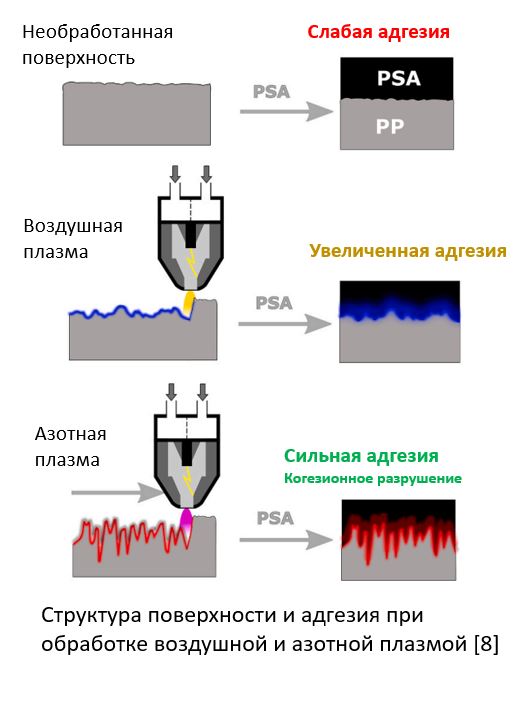
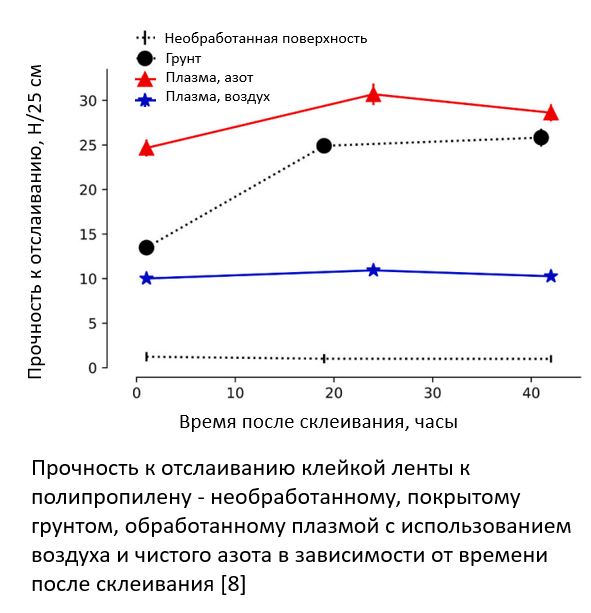
Например, было показано [8], что при обработке холодной атмосферной плазмой полипропилена свойства модифицированной поверхности и адгезия клейких лент сильно зависит от состава ионизируемой газовой смеси. Плазменная обработка многократно увеличивала прочность к отслаиванию клейких лент, однако, это увеличение было примерно в 3 раза выше при использовании в качестве газа чистого азота, чем при применении воздуха.
Это объяснялось тем, что при применении азота создается более развитая и содержащая больше полярных центров поверхность. Также отмечалось, что при обработке азотной плазмой прочность клеевого соединения достигает своего максимального значения почти сразу после обработки, в то время как при использовании грунтования нарастает постепенно, хотя плазменная обработка и грунтование дают примерно одинаковую конечную прочность соединения.
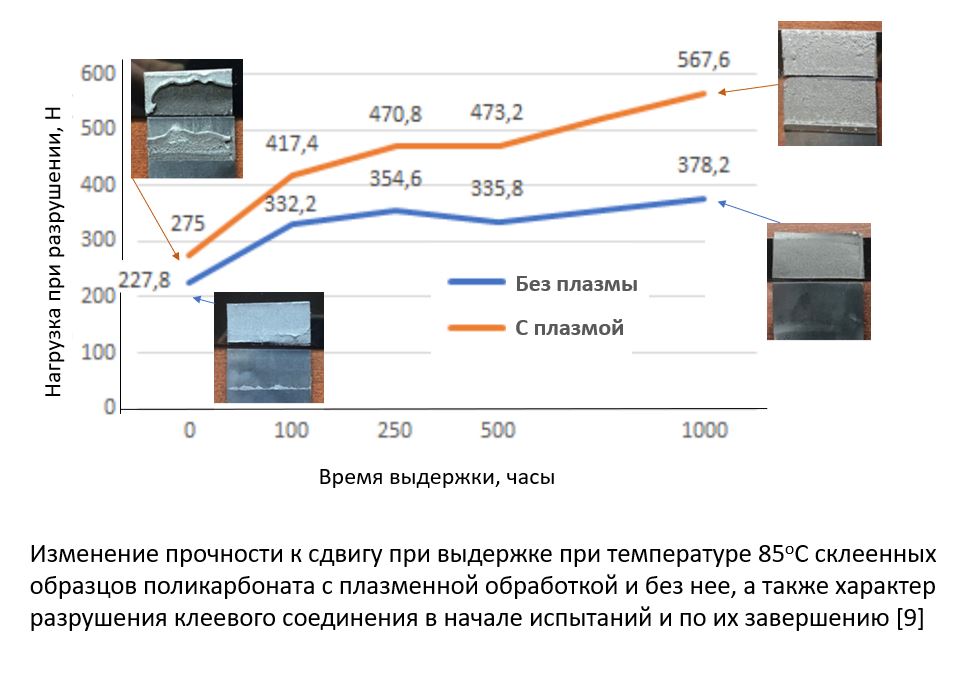
Эффект активации поверхности, полученный электрофизическими методами, непостоянен и уменьшается с течением времени. Однако прочность клеевого соединения, образованного с активированной поверхностью, сохраняется во времени и даже может возрастать после действия повышенной температуры. Так, было показано [9], что прочность к сдвигу на обработанной плазмой поликарбонатной пластине при нормальных условиях была выше, чем на необработанной на 17%.
После выдержки склеенных изделий при 85оС в течение 1000 часов эта прочность увеличивалась почти в 2 раза, а разница в прочности клеевой связи между обработанными и необработанными образцами поликарбоната составляла уже 66%. Еще большее увеличение прочности наблюдалось при длительной выдержке образцов при высокой температуре и высокой влажности. При этом, если на необработанном поликарбонате наблюдалось преимущественно адгезионное разрушение клеевой связи, то после обработки характер разрушения был полностью когезионным [9].
Грунтование
Еще одним способом получения высокой адгезии к пластикам является покрытие поверхности специальными грунтами или активаторами адгезии, например, 3М Tape primer 94 или Adhesion promoter 4298UV, Tesa Adhesion promoter 60150 и другие. Молекулы грунтов, как правило, содержат две функциональные группы: одна группа способна связываться с поверхностью полимера, а другая – с клеевым веществом. Грунты и активаторы позволяют многократно увеличить адгезию к пластикам, как было показано в предыдущей части на сравнении плазменной обработки и нанесением грунта [8], и обеспечивать стабильный во времени эффект активации поверхности. Однако, при использовании грунтов следует соблюдать те же предосторожности, что и при очистке пластиков растворителями – нужно убедиться, что растворитель, входящий в состав грунта, не приводит к растрескиванию пластика.
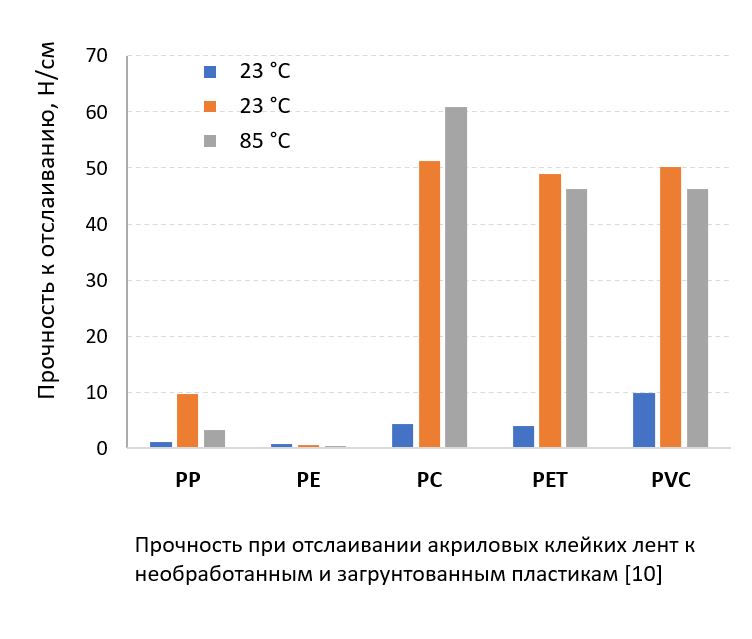
Степень увеличения адгезии при использовании грунтов зависит от нескольких факторов, в том числе от природы 1) пластика, 2) клейкой ленты и 3) грунта. Так, например, для акриловых клейких лент было показано [10], что весьма эффективный грунт на пластиках со средним уровнем ПЭ (PET, PC, PVC), оказался малоэффективным для пластиков с низкой поверхностной энергией (PE, PP).
Кроме того, полученные данные говорят об «уравнительном» эффекте грунтования: адгезия к различным необработанным пластикам сильно различалась, а к загрунтованным пластикам принимала примерно одно и то же значение. Это, по-видимому, объясняется тем, что в случае загрунтованных поверхностей разрушение клеевой связи идет когезионно и прочность определяется не адгезией к поверхности, а прочностью основы клейкой ленты. Эксперимент показывает также сохранение адгезии клейких лент к загрунтованной поверхности при воздействии температуры [10].
Клейкие ленты для низкоэнергетических поверхностей (LSE-ленты)
Использование специальных клейких лент для низкоэнергетических поверхностей (например, LSE-серия VHB лент 3М или 709X серия лент Tesa ACXplus) позволяет получить на очищенной поверхности пластика без какой-либо обработки достаточно высокую адгезию (например, до 30 Н/см к полипропилену).
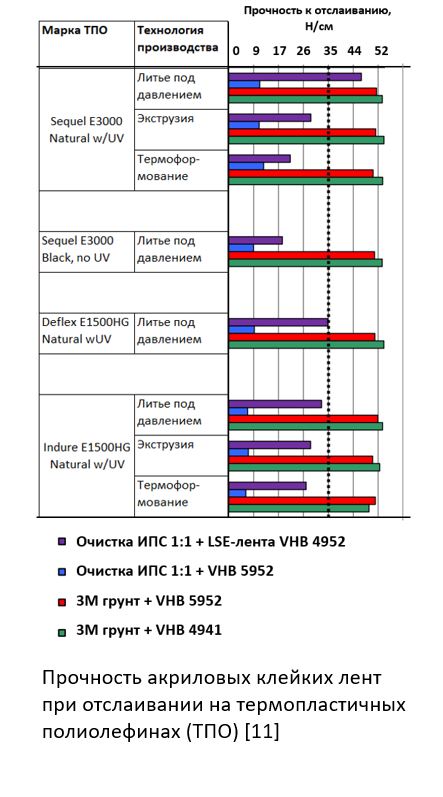
Однако величина этой адгезии заметно зависит и от природы пластика, и от способа его производства. В работе [11] сравнивалось адгезия к термопластичным полиолефинам (ТПО) трех акриловых лент VHB с различными клеевыми составами: LSE-ленты VHB 4952 специально для поверхностей с низкой поверхностной энергией, ленты VHB 5952 (фиолетовый) – для склеивания с порошковыми красками и большинством пластиков и универсальной лентой VHB 4941. Видно, что LSE-лента, применяемая без грунтования, дает довольно высокую адгезию по сравнению с другими лентами. Однако величина этой адгезии сильно зависит от марки ТПО и технологии производства пластиковой детали. Универсальные ленты при применении грунта показывают увеличение адгезии в 5-6 раз, причем ее величина не зависит от марки пластика и технологии производства изделия.
При выборе между грунтованием или применением LSE-лент нужно учитывать, что в реальных применениях клеевое соединение должно соответствовать не одному, а целому ряду требований, некоторые из которых нелегко обеспечить.
Примером является спецификация автомобильной отрасли, например GMW 14892 компании GM [12], в которой перечень критериев включает прочность к отслаиванию, динамическому и статическому сдвигу при нормальных условиях и после воздействия, температуры и влажности.
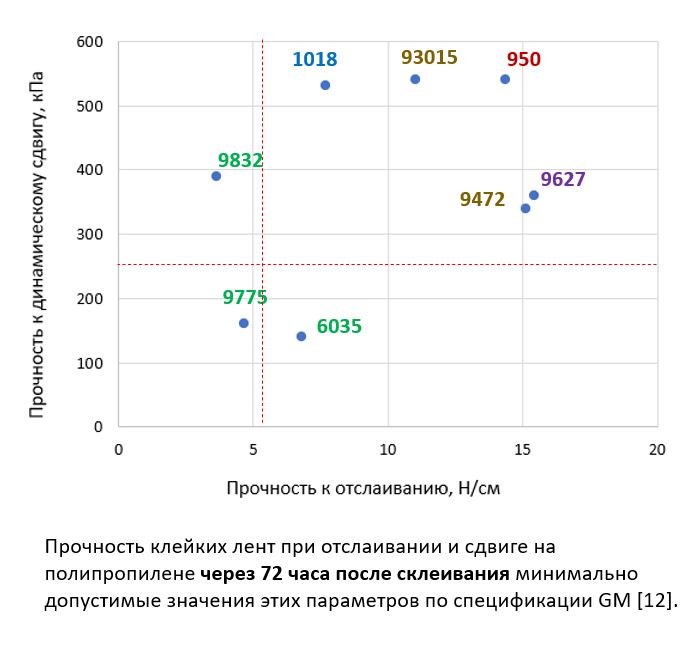
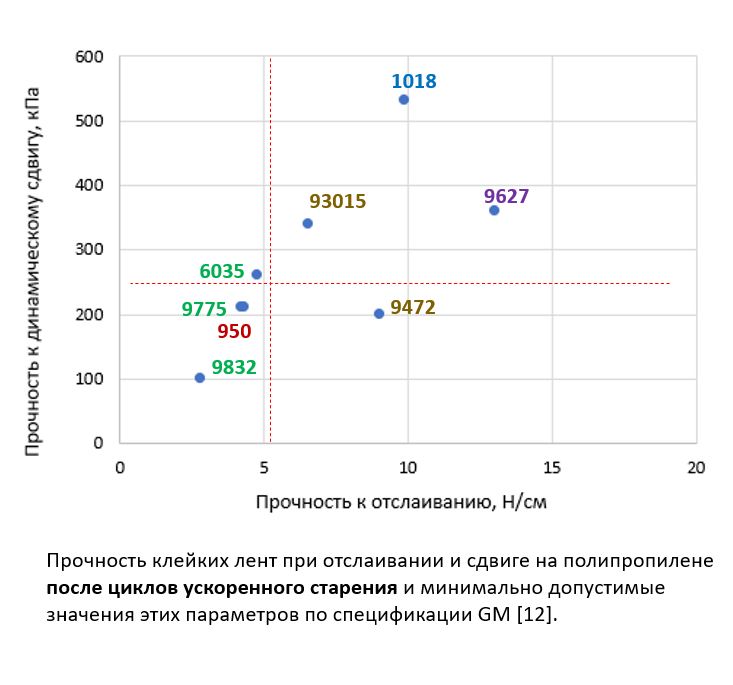
При испытаниях адгезии группы из 8 клейких лент к полипропилену было показано, что только 5 из них удовлетворяли критерию прочности при отслаивании выше 5,25 Н/см и прочности при динамическом сдвиге 250 кПа. После циклов ускоренного старения по стандарту GM только 3 продукта смогли удовлетворять этим условиями из этих 3-х только 1 оказался способен удовлетворять требованиям по ползучести клеевого слоя [12].
Таким образом, выбор между методами обработки поверхности и применением специальных LSE-лент должен делаться в зависимости от конкретных задач и условий склеивания пластиков и на основе испытаний на соответствие этим задачам и требованиям.
Ссылки
[1] 3M Technical bulletin, Surface Preparation and Pretreatment for Structural Adhesives, 2018
[2] Таблица химической стойкости пластиков (plasttermo.ru)
[3] Categorizing Surface Energy | 3M Science of Adhesion Educational Series
[4] Adhesive Bonding of Polyolefin Edward M. Petrie, Techsil White paper, Omnexus, June 2013
[5] Josu Roig J., Korzec D., Burger D., Nettesheim S., Plasma tools for surface activation in reel-to-reel PSA applications, Munich Adhesives and Finishing Symposium, 2015
[6] Atmospheric Pressure Plasma Activation of Polymers and Composites for Adhesive Bonding: A Critical Review Thomas S. Williams, Hang Yu and Robert F. Hicks* Rev. Adhesion Adhesives, Vol. 1, No. 1, February 2013
[7] https://www.youtube.com/watch?v=ngwNnKuw7So&t=1652s
[8] Kehrera M., Rottensteinerb A., Hartla W., Duchoslava J., Thomasc S., Stiftera D., Cold atmospheric pressure plasma treatment for adhesion improvement on polypropylene surfaces, Surface & Coatings Technology 403, 2020
[9] Ribeiro A., Master’s Dissertation in Mechanical Engineering on: Validation of an adhesive bonded connection, 2021
[10] Li B., Huang Y., Application of primer and ultraviolet radiation in pressure sensitive adhesive tape,IOP Conf. Series: Materials Science and Engineering 397, 2018
[11] 3M publication, Innovations in Bonding to Low Surface Energy Surfaces, 2021 https://multimedia.3m.com/mws/media/755526O/innovations-in-bonding-to-low-surface-energy-white-paper.pdf
[12] 3M Technical Bulletin, GMW 14892 Adhesion Requirements for Bonded Interior Parts Automotive Interior Spec Testing, 2021 Microsoft Word – GMW 14892 Tech Bulletin Rev.doc (3m.com)