информация о клеях постоянной липкости и клейких лентах

информация о клеях постоянной липкости и клейких лентах
Обшивка фургонов
Использование двусторонних клейких лент для крепления обшивки фургонов насчитывает уже более 40 лет. В этом применении они дают целый ряд преимуществ перед механическим крепежом:
СОДЕРЖАНИЕ:
При обшивке фургона используется несколько способов соединений металлических листов и профиля:
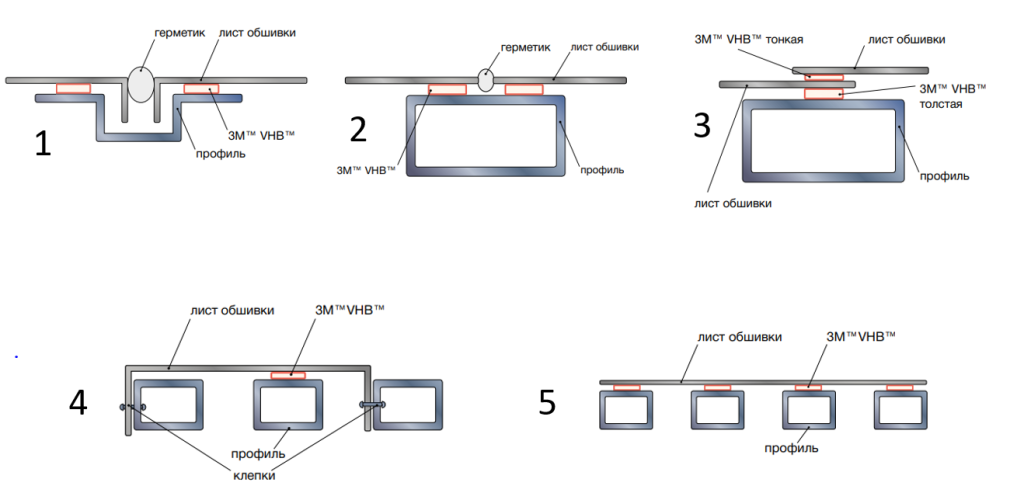
Рекомендации производителей, лабораторные и полевые испытания, а также опыт более чем 40-летнего применения говорят о том, что для монтажа обшивки, ребер жесткости и других ответственных применений следует использовать двусторонние клейкие ленты на акриловой вязкоэластичной основе [2-4].
Обшивка фургона с применением пеноакриловой двусторонней клейкой ленты, компания InTech https://intech.com/ [1], фотографии с сайта https://www.kbtrailersales.com
2. Выбор клейкой ленты
При выборе клейкой ленты и способа подготовки поверхностей рамы и листа обшивки стараются добиться того, чтобы прочность при отслаивании по ASTM D3330 была близка или превосходила величину в 44 Н/см [5].
Площадь клейкой ленты выбирают соответственно весу листа обшивки по норме 60 см2 клейкой ленты на 1 кг нагрузки. Ширина клейкой ленты выбирается исходя из рассчитанной площади ленты таким образом, чтобы полоса ленты занимала весь периметр каждого листа обшивки. При выборе толщины клейкой ленты принимают во внимание разницу температурных деформаций листа обшивки и рамы, а также плоскостность рамного фрагмента. При монтаже листа на раму используется лента толщиной от 1,1 мм и выше, при соединениях листов внахлестку – толщиной от 0,25 мм.
Важно учитывать, что хотя клейкие ленты на вязкоэластичной акриловой основе прочны и долговечны, что установлено долгой практикой их применения, тем не менее, этот тип продукта не является конструкционным клеем. Всю прочность конструкции фургона должна обеспечивать его рама, другими словами, фургон должен быть полностью функционален и в отсутствие обшивки.
3. Оценка деформаций при перепадах температур
Материалы в разной степени изменяют свои размеры под действием температуры, что может создавать значительные напряжения в клеевом соединении и привести или к его разрушению, или к короблению склеенных поверхностей. Например, коэффициент теплового расширения алюминия (2,4·10-5 К-1) примерно на 70% выше, чем у стали. Если конструкция из стальной рамы и алюминиевых листов обшивки была собрана при 20°С, то в летний солнечный день,
когда температура рамы увеличилась до 35°С, а панелей до 80°С, удлинения материалов на 2 метра высоты конструкции составят
для стальной рамы: 2000 мм · 1,4·10-5 град-1· (35°С – 20°С) = 0,5 мм
для алюминиевого листа: 2000 мм · 2,4·10-5 град-1· (80°С – 20°С) = 3,5 мм
Таким образом, алюминиевый лист расширится 3 мм сильнее, чем стальная опора. В таких оценках надо учитывать, что нагревание под действием солнечного излучения значительно сильнее для темных неотражающих цветов. Разница деформаций может быть еще большей в соединениях обшивки из пластика и металлической рамы, так как температурный коэффициент линейного расширения пластиков в несколько раз выше, чем у стали и алюминия.
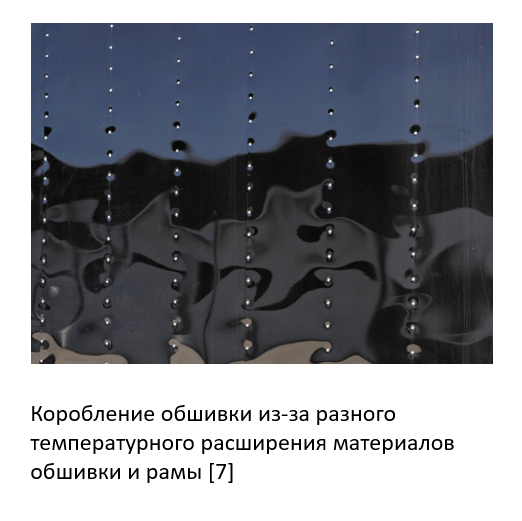
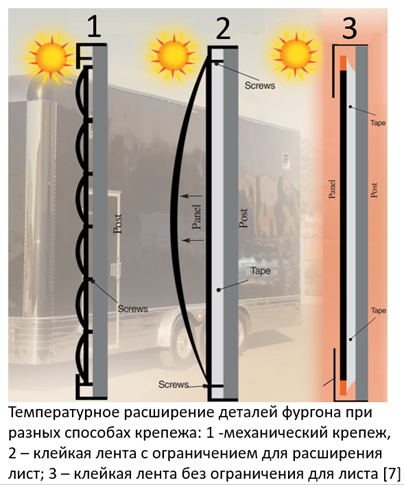
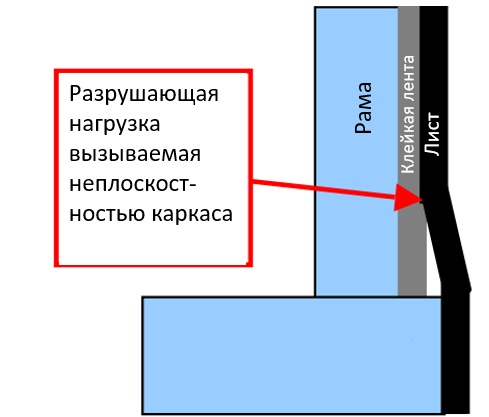
Если обшивка зафиксирована механическим крепежом, то такое расширение может вызвать выгибание внутрь или наружу и/или постепенное разрушение места соединения.
Подобное коробление может происходить между каждым крепежом или ограничением. Акриловые клейкие ленты способны расширяться без потери качества соединения до 300% своей толщины, то есть при общей относительной деформации в 3 мм или 1,5 мм в каждую сторону, толщины клейкой ленты в 1 мм вполне достаточно, чтобы сохранять прочность крепления к раме и при этом позволять листу обшивки расширяться без коробления, сохраняя плоскую форму. Однако для такого расширения не должно быть ограничений.
Во-первых, должен быть обеспечен зазор размером 7-8 мм между горизонтальной гранью листа обшивки и элементами обвязки или металлической рамы ; такой зазор лучше обеспечить как с нижней, так и с верхней сторон листа обшивки; однако даже односторонний зазор существенно уменьшит коробление обшивки.
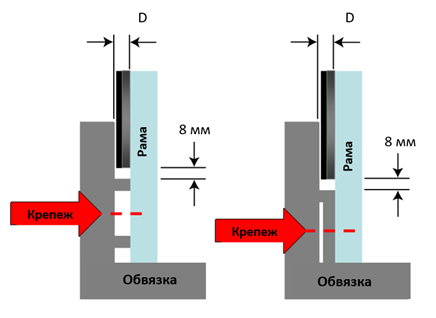
Во-вторых, нужно предусмотреть зазор между внешней стороной листа обшивки и элементами обвязки; ширину этого зазора при соединении листов обшивки внахлестку рекомендуется взять равной сумме двойной толщины листа и толщин клейких лент, участвующих в соединении – например, при толщине листа 0,8 мм и клейких лент 1,6 мм и 1,1 мм толщина зазора должна быть не менее
D = 2 · 0,8 мм + 1,6 мм + 1,1 мм = 4,3 мм
В-третьих, металлический крепеж профилей наружной обвязки не должен проникать сквозь обшивку, а быть размещен ниже ее нижней границы [5].
Еще одним важным требованием является как можно большая плоскостность рамы, на которую крепятся панели. Чем выше плоскостность каркаса, тем меньше концентрация статических напряжений в клеевом слое, тем прочнее и надежнее соединение.
4. Технология сборки
4.1. Подготовка поверхности
Рама фургона изготавливается из черной или оцинкованной стали, анодированного или необработанного алюминия, и может иметь при этом грунтовочное или антикоррозионное покрытие. Панели могут представлять собой оцинкованный или плакированный металл с полимерным покрытием, армированный стекловолокном пластик или фанеру. Подготовка всех типов поверхностей рамы и панелей к склеиванию включает в себя 4 шага [8]:

Для пластиков, в том силе армированных, а также окрашенных или имеющих другие покрытия металлов, в общем случае, метод подготовки поверхности следует выбирать исходя из критерия прочности клеевого соединения среди следующих способов:
1: Очистка раствором ИПС в воде концентрацией 50-70%,
2: Матирование и очистка по способу 1
3: Очистка по способу 1 и нанесение активатора
4: Очистка по способу 2 и нанесение активатора
Эффект применения активаторов и грунтов сильно зависит от природы пластика или покрытия, а также типа используемой клейкой ленты, поэтому в каждом случае их использования нужно провести испытания на прочность клеевого соединения при использовании активатора/грунта и без него.
Ассортимент продуктов, который может быть использован при подготовке поверхностей, а также типы активаторов и грунтов приведены в материалах производителей клейких лент [8].
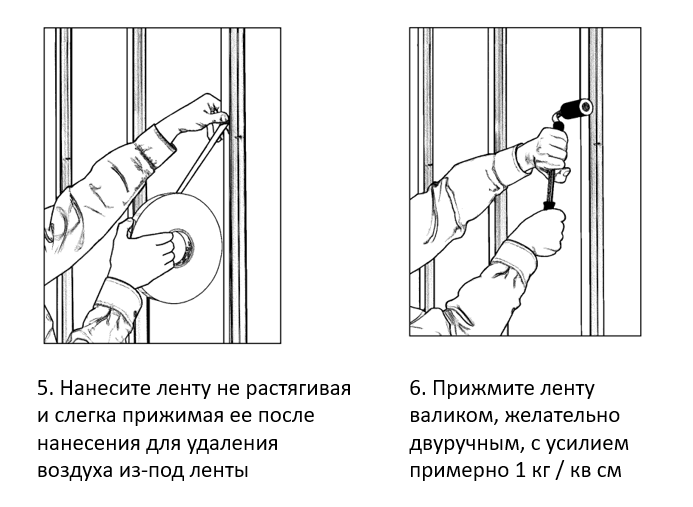
4.2. Нанесение клейкой ленты на опору
4.3. Подготовка листа к склеиванию

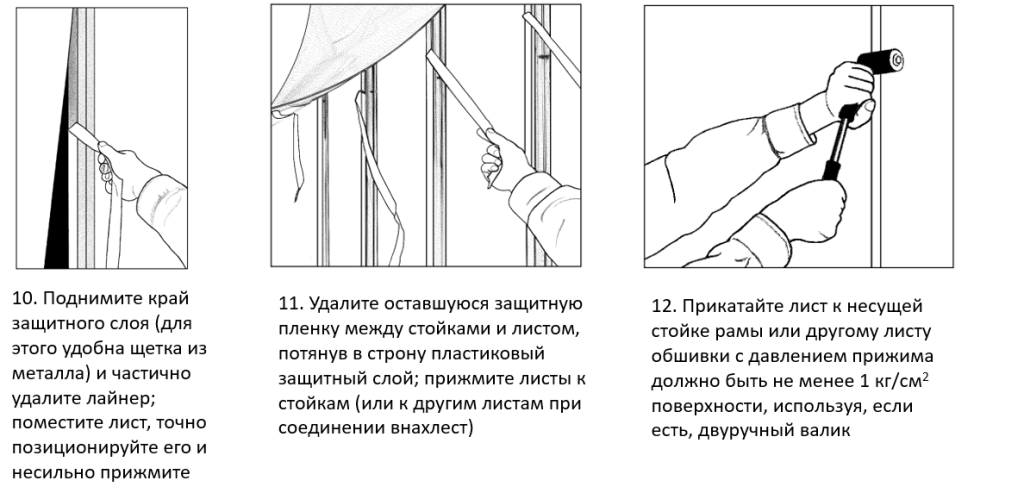
4.4. Монтаж листа на раму
5. Полевые испытания
Сравнительные испытания двух фургонов в специально усложненных дорожных условиях при циклическом температурном воздействии и 120%-ной загрузке фургонов были проведены на полигоне в штате Индиана, США.
Фургон с механическим креплением обшивки после 60 000 км пробега потерял одну треть всех крепежных элементов. Фургон с обшивкой, приклеенной акриловыми лентами VHB™, сохранил прочность и герметичность всех листов обшивки после пробега в 160 000 км, что наглядно видно при действии струи воды высокого давления (220 бар).

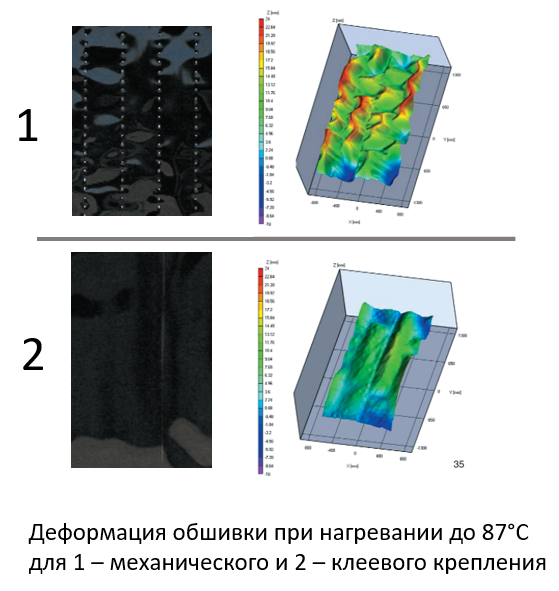
После прохождения 57 000 км фургоны были помещены в закрытую камеру, где нагреватели, имитирующие действие солнечной радиации, нагревали их поверхность до 87°C, после чего поверхность охлаждалась. После 30 таких циклов нагревания одной и другой сторон фургона, приклеенные листы выглядели как прежде, а клеевое соединение сохранило свою прочность. На панелях, прикрепленных механически, отмечались существенные деформации [7].
Специальное исследование вибрации и шума внутри фургона, собранного для перевозки животных, показало снижение шума на 41% и вибрации на 30% по сравнению с фургоном, собранным при помощи механического крепежа [7].
Сравнительный тест на усталость был проведен для креплений к алюминиевой раме с помощью механического крепежа, эпоксидного клея и вязкоэластичной двусторонней клейкой ленты на стенде, производившим изгибание рамы с частотой 500-600 раз минуту.

После первой недели непрерывных испытаний все эпоксидные соединения были разрушены. К концу испытаний, включивших в себя 7,5 миллионов циклов, все заклепки были сорваны со своих мест, и половина сварных соединений разрушено. Клеевые соединения на вязкоэластичной клейкой ленте толщиной 1,1 мм сохранились показав, тем самым, очень высокую стойкость к вибрационным нагрузкам [9].
[2] 3M, Методы крепления обшивки с использованием двусторонних клейких лент и герметиков 2020
[3] TESA, Ленты tesa® ACXplus решают проблемы индустрии модификации транспортных средств, 2018
[4] Saint-Gobain, Tape Solutions for Transportation Vehicles, 2020
[5] 3M Technical bulletin, Design Considerations for Smooth Sided Trailers, 2011
[6] VHB Tapes for Transportation Applications | 3M
[7] 3M, VHB™ Tapes for Smooth-Sided Trailers, 2007
[8] 3M Technical bulletin, Panel Bonding Procedure using 3M™ VHB™ Tape, 2008
[9] 3M Technical bulletin, Flex testing of truck trailer panels, 2002